近日,由中石化石油工程建设中原设计公司承担的华北油气大牛地气田天然气乙烷回收工程施工设计方案通过审查。该工程是中石化首个大型天然气乙烷回收工程。为了填补中石化油气田乙烷回收工艺的空白,中原设计在天然气乙烷回收工艺之路上开展攻关,开发了多项关键技术,形成多项模块化设计成果。
启动天然气乙烷回收工程
缓解乙烯原料不足
作为世界第二大乙烯生产国,我国对乙烯原料需求巨大。我国乙烯工业以石脑油原料为主,而乙烷作为裂解制乙烯的优质原料,具有转化率高、成本低等优势。
“但是,我国乙烷多依靠进口,存在资源风险、运输风险、效益风险。”中原设计执行董事、总经理郑焯说。
中石化大牛地气田已建成53亿立方米/年产能规模,增压外输之前仅回收天然气中丙烷以上部分组分,天然气中含量丰富、附加值较高的乙烷尚未回收利用。
根据华北油气规划,大牛地气田未来几年的天然气产量将保持在20亿立方米/年以上,天然气中乙烷含量为4.4%~4.9%,具有较高的回收价值,且资源有可靠保障。
2019年5月,中原设计受华北油气委托,全面启动大牛地气田天然气乙烷回收工程可行性研究,并进行工艺包开发。
开发3项关键技术
解决工艺冻堵难题
工艺包,简而言之,就是工艺操作的具体详细说明,主要包括工艺模型、工艺流程、工艺基础数据、操作控制参数、关键工艺计算、工艺设备等数据包。
有了完备的工艺包,工程设计就“有据可依”,满足开展基础工程设计及指导业主编制详细操作手册的要求。
“大牛地气田天然气具有乙烷含量相对较低、二氧化碳含量相对较高的特点,现有的国内外乙烷回收工艺适应性较差。我们要开发工艺包,首先就要研发适用于中石化天然气工况特点的乙烷回收技术。”中原设计副总经理、总工程师高继峰说。
脱甲烷塔是乙烷回收装置的核心装备。在低温下,当天然气二氧化碳含量较高时,易在该设备塔顶形成二氧化碳固体,出现冻堵现象。为此,中原设计乙烷回收项目团队创新开发了先脱碳、再回收乙烷的总工艺方案,形成了脱甲烷塔防二氧化碳冻堵技术。针对乙烷含量较低的特点,他们调整关键参数,形成了脱甲烷塔顶重吸收技术,乙烷回收率提升至95%以上。为了降低能耗,项目团队又研发形成冷量复用技术,综合能耗较国内外同类工艺能耗下降12%。
这3项关键技术解决了脱甲烷塔冻堵和工艺过程冷量复用的难题,获中石化专有技术认定。
全面开展“五化”设计
形成多项模块化设计成果
掌握了核心技术,整个工艺包就有了“根”。项目团队积极践行集团公司“全球视野、国际标准、石化特色、高点定位”的工作理念,对标国内大型处理装置先进经验,以统一工艺流程、统一平面布置、统一模块划分、统一设备选型、统一视觉形象、统一配套标准“六统一”为原则,形成了28项标准化工艺流程、98张标准化工艺管道及仪表流程图、5项典型化平面布置方案,标准化设计覆盖率达85%。他们还采用模块化集成技术,定型44个子模块,装置模块化率达90%,提升了工厂化预制、模块化施工、机械化作业的能力和信息化水平。
专家组一致认为,该工艺包的工艺流程及参数合理,关键设备及仪表设计合理,工艺危险因素及联锁控制措施完善,能够满足安全生产和环境保护的要求。该工艺包的内容和深度满足《石油化工装置工艺设计包(成套技术工艺包)内容规定》(SPMP-STD-EM2001-2015),可据此进行乙烷回收工程设计。

中化新网讯 6月21日,山东省化工行业技工教育集团2025年年会在山东化工技师学院高铁新区校区举行。来自省内外的60家人力资源和社会保障部门、化工园区、石油化工、能源集团相关负责人和代表齐聚山东化工...
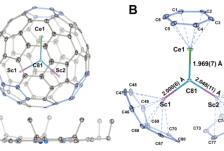
稀土是重要战略资源,其化学键性质直接影响稀土化合物的特性、功能和技术应用。近日,苏州大学谌宁课题组与清华大学李隽课题组合作,成功实现了长期以来被视作“科研禁区”的稀土三重键化合物的制备,打破了对稀土元...

6月23日,从新疆华醇能源股份有限公司获悉,我国在高浓度甲醛生产技术领域取得了重大突破——该公司20万吨甲缩醛氧化制高浓度甲醛...


6月10日,由山东海化集团有限公司、山东海化美天膜材料有限公司及天津工业大学等研发的超亲油疏水中空纤维膜及高效润滑油膜净化装备项目通过了天津技术产权交易有限公司组织的科技成果鉴定。


