多种产品工艺率先工业化带来绿色发展新希望

中化新网讯 我国在植物生长调节剂乙烯利、橡胶助剂、湿法磷酸等领域,在全球率先实现了微通道反应技术(简称微反应)的工业化。将产能和生产效率结合的微通道反应技术,正在为化工行业开启高效精细化的新时代,提升着产业的国际竞争力。这是记者从5月24日在绍兴召开的首届微通道反应技术与装备高峰论坛上了解到的情况。

中国石油和化学工业联合会副会长赵俊贵
中国石油和化学工业联合会副会长赵俊贵表示,技术创新是石油和化工行业改造提质、实现绿色发展的必由之路,新一代信息技术、智能技术、微反应技术正在深刻改变着传统化学工业的面貌。清华大学等高校和科研机构以及一批化工企业在微反应技术和工程化项目的探索和应用,已经带来了化学工业绿色发展的新希望。

石化联合会原会长李勇武
石化联合会原会长李勇武表示,微通道反应技术是适应世界化学工业绿色发展新趋势,近年来快速发展起来的一门化工前沿学科和热点技术。它通过研究微时空尺度下的“三传一反”的特征与规律,实现过程安全、高效和可控。因不再把产能和体积挂钩,而是把产能和生产效率结合到一起,微反应为改造提升传统精细化工产业、服务新兴化工新材料产业发展提供了新的技术思路,已成为行业高质量发展的重要技术推动力量。
中国工程院院士欧阳平凯在贺电中说,中国在微通道反应领域已经由跟跑并跑逐渐开始领跑,该技术的应用推广可望塑造化工行业的新业态。
近几年国内在微通道反应技术的产业化应用方面取得的一批成果,也证明了这一点。由绍兴东湖高科股份有限公司在全球率先实现了乙烯利全流程微反应技术装置的稳定工业运行,创造了微反应技术改造一个行业一个产品系列的成功范例;由清华大学开发在瓮福集团应用的湿法磷酸净化制备食品级磷酸装置,年产量已达116万吨,替代了50%的热法磷酸,使我国从食品级磷酸进口国转变为净出口国。此外,橡胶促进剂TBzTD和防老剂RD建成了微反应示范装置,一些医药和中间体也采用微反应器实现了稳定的工业化生产。
据清华大学骆广生教授介绍,微化工技术作为智能、连续、可控的技术体系,包含微机构元件、微元件阵列、微化工设备、微化工系统四个层面,可以实现反应收率提高、提供安全反应环境、强化反应和分离,适合高温、高压、超临界等非常规条件,适合于快速、强放热、强腐蚀等危险反应过程。但他同时也提醒,微反应器不是万能的,微反应器也不能等同于完全不出安全事故,切忌盲目跟风。
会议由中国石油和化学工业联合会与绍兴市人民政府主办,石化联合会高端专用化学品专委会、绍兴市越城区人民政府、绍兴市经济和信息化局、化工行业生产力促进中心承办,绍兴东湖高科股份有限公司协办,280余名代表出席会议。

锂离子电池,其负极材料通常采用嵌锂碳材料,正极材料一般用过渡金属氧化物,含有锂盐的有机混合溶液作为电解液,通过Li+ 离子在正负极电极材料的嵌入与脱出进行能量的储存与释放 其电极反应方程式.....
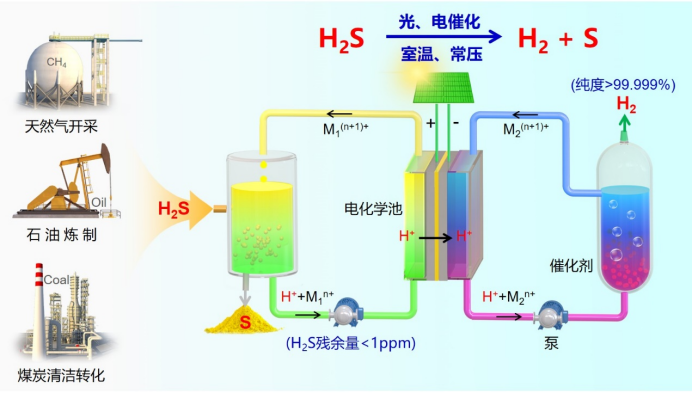
近日,中国科学院大连化学物理研究所李灿院士团队研发成功了电子介导对驱动的离场电催化技术,在电催化全分解硫化氢制氢和硫磺研究中取得重大进展,在室温、常压下实现了硫化氢完全分解,并进行了反应系统的长周期稳...
近日,江苏油田收到茂名石化发来的感谢信,对该油田工程中心连续油管项目部创新专项技术,跨越1800千米,驰援茂名石化260万吨/年浆态床渣油加氢装置反应器破焦解堵工作并顺利贯通,表示感谢。 联合...

近日,从中圣科技(江苏)股份有限公司获悉,多晶硅冷氢化研发团队开发的第八代冷氢化反应器已经大规模投入市场。冷氢化反应器是生产多晶硅的核心设备,而多晶硅是光伏行业的主要原材料。早期国内多晶硅生产普遍采....

